
Attachments & Accessories
Lithium Forklift Batteries are key to environmental sustainability in material handling
Material handling equipment has always been required to be efficient, reliable, and safe. However, as industries evolve, the focus on
Material handling equipment has always been required to be efficient, reliable, and safe. However, as industries evolve, the focus on

CKF Systems was delighted to have been chosen by Primafruit to develop a new bespoke robotic de-palletising and re-palletising system

Learning how to identify and prevent these sins will reduce or eliminate unnecessary waste, improve efficiency and productivity, protect profitability

For businesses seeking optimal warehouse logistics management, Steel King Industries, an OEM with extensive expertise in designing and manufacturing high-quality
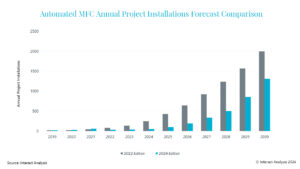
Market challenges post-Covid – including rising living costs, project delays and bottlenecks – will need to be overcome in order

The world’s largest producer of spirits is now benefiting from a turnkey package of three Italkrane ATEX-rated electric chain hoists

Kito Crosby, a global leader in the lifting and securement industry, proudly announces the completion of a major investment at

Providing automotive-grade modular lithium battery systems that are transforming the material handling industry, BSL Battery – Industrial is at the forefront of innovation. With

Material-handling electric vehicles use two types of batteries: lithium-ion (Li-ion) and lead-acid batteries. The main deciding factors when choosing the right battery
Casper, Phillips & Associates Inc. (CP&A) has delivered a presentation to port authorities titled, ‘Peer Review of Container Cranes’, to

Vertical reciprocating conveyors (VRCs) act as the pivotal link between two major trends in warehouse operations that are dramatically increasing

Discover how HMS Networks’ wireless expertise and Anybus products took Mercedes-Benz’s Automated Guided Vehicle (AGV) installation to the next level.
The Transportation Intermediaries Association (TIA) released a new white paper titled Transforming Freight Logistics in the Era of Generative AI. The

Do you work in a paper or corrugated packaging plant? Are you looking for a solution that powers your workload?

By integrating Kardex Shuttles with ZOLLER TMS Tool Management Solutions Software, Intech Athens has taken a monumental leap in streamlining

The importance of accuracy has doubled in two years; drive to adopt new technology in the warehouse to improve accuracy

Identify hidden costs in two minutes with the total-cost-of-ownership-calculator How much do the printers you use on your production line

A large 7” vivid multi-touch display, with an integrated controller and expandable I/O, enables the new FT2J Series PLC+HMI to

Interest in and use of lithium-ion batteries in industrial trucks is growing. There are many advantages to this revolutionary technology,

Optimizing warehouse space is a critical endeavor for businesses looking to enhance efficiency and reduce operational costs. One innovative solution