
Batteries/Chargers
The Li-ion boost in Food and Beverage Industry
Logistics Drives Profitability in Food and Beverage Industry In the food and beverage industry, demand and growth are driven by
Logistics Drives Profitability in Food and Beverage Industry In the food and beverage industry, demand and growth are driven by

The impact of material handling on the recovery of the USA economy is monumental. Some segments were certainly hit harder

WITRON Logistic + Informatik Gmbh, (Parkstein, Germany) was tasked with reconfiguring UK health and beauty retail giant, Boots’ existing Nottingham
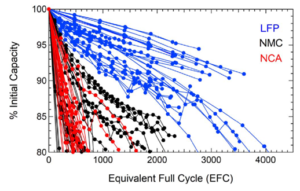
Recent independent degradation tests of commercial lithium batteries reveal a big surprise! Contrary to the claims of many NMC-based lithium

What does it mean for a specialist tire manufacturer to innovate? How can a company embed innovation into its DNA?
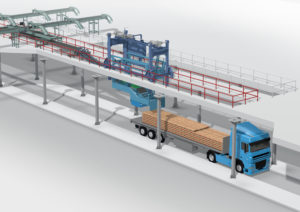
Fully automatic loading of bags on trucks The BEUMER autopac of the 2400 and 3000 construction series is a system

A 20-ton capacity overhead crane and hoist from R&M Materials Handling Inc., sold by Harriman Material Handling (HMH), has been

If you’re reading this, you’re likely considering switching your fleet of forklifts and hand jacks to Lithium-Ion batteries. Or you

The Application Food Process Solutions (FPS) is a rapidly expanding company that specializes in the design and manufacture of large

Architecture & Engineering (A&E) firms provide professional services to support large industrial and infrastructure projects across a wide range of

Yale Materials Handling Corporation announces recognition on Supply & Demand Chain Executive’s annual list of 100 top supply chain projects.
As lithium-ion batteries continue to grow in popularity, lead-acid battery manufacturers are now offering thin plate pure lead batteries (TTPL)
Briggs & Stratton, a U.S. small engine manufacturer, made the switch to OneCharge lithium-ion batteries to achieve the highest performance
One of the leading US dairy producers made the switch to OneCharge Lithium-Ion batteries to ensure uninterrupted multishift warehouse forklift

Hyster Company has earned a spot on the Supply & Demand Chain Executive annual list of 100 top supply chain projects, for

The biggest impact of the ongoing pandemic, by far, has been the disruption in supply chains – from farm to

Audible and visible signals reduce risk of dangerous, costly accidents There are significant dangers to technicians, operators, and other workers

Automation brings unprecedented opportunities for the warehouses to improve operating efficiency and reduce costs. Among other innovations, Automated Guided Vehicles

BEUMER Group supports the start-up company Codept in developing a productive logistic platform BEUMER Group has declared digitization a top

Purchasing a forklift battery is an important investment. The question for many companies, however, is whether their choice is a