Training Education
Pandemic preparedness in the workplace: Employer responsibilities and rights under the ADA
CDC Advice: Employee Health Protections Starting in January 2020, an outbreak of coronavirus (COVID-19) started in China and began to
CDC Advice: Employee Health Protections Starting in January 2020, an outbreak of coronavirus (COVID-19) started in China and began to

Hy-Brid Lifts, the industry provider in high-quality, low-level access equipment, delivered the first order of ZT-1630 lifts to Advantage Rental

New Orleans, Louisiana-based Hoist & Crane Service Group (HCSG), a national provider for hoist and crane inspections, preventative maintenance, and

Products arrive in warehouses and distribution centers on any number of pallet types these days: two-way entry, four-way entry, skids,

Summary This is another example of a team effort that produced a great outcome for the customer. Papé Group / Pape Material

The war on packaging waste is fought on many fronts in the beverage industry – from the manufacturers of packaging

NEBRASKA-BASED TOY STORE EXPEDITES SHIPPING WITH PROPANE EQUIPMENT Keeping pace in today’s retail world is no small undertaking. A company’s

Analysis shows risk of Surface Transportation Board’s renewed interest in aggressive regulation of U.S. freight rail industry Prior to the

Background: Independent pharmacies across the country rely on Rochester Drug Cooperative (RDC) for their daily shipments of prescription and over-the-counter

The lift chain is an important part of the lift truck that deserves a lot of attention. The lifespan and

Heineken and KHS are setting standards with the newest and one of the biggest breweries in Mexico on all counts:
Cedar Falls, Iowa-based AFE Crane has installed a 5-ton capacity ACCO explosion proof crane for lifting bulk container bags in a hazardous area at

Reliability, environmental friendliness and viability for the future are values held by KHS that Portuguese brewery Sociedade Central de Cervejas

Preventing your pallet truck from failing? Discover the points you can pay attention to in order to use your pallet

More locations mean more complexity, right? Wrong. While scaling can be complicated, especially when it is done through acquisition –
There are plenty of different types of brushes for industrial sweepers and floor scrubbers. What kind of brush or sweeper

“Honeywell Pro-Watch® solved our biggest problem: how to transition and replace our legacy security software that was no longer supported

Neglecting your scale can cost you profit The goal of any vehicle scale service program should be to ensure that

Systems supplier researches networking and line optimization The entire sector is talking about digitization and Industry 4.0 – but what
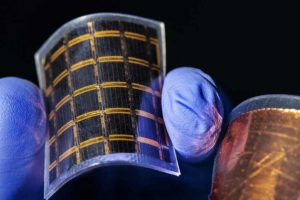
After developing a way to produce solar cells using materials previously considered too expensive for use on Earth, scientists at