Conveyors
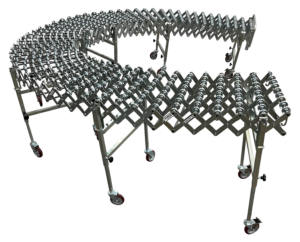
ProVeyance Group to introduce new FlexExtend Conveyor System at ProMat 2023
ProVeyance Group, a North American manufacturer of advanced conveyance components, will be introducing its innovative new FlexExtend Conveyor System at
ProVeyance Group, a North American manufacturer of advanced conveyance components, will be introducing its innovative new FlexExtend Conveyor System at
Murata Machinery USA, Inc. ( Muratec), a logistics & clean room automation forerunner and a world-class leader in machine tool

Gears and gear racks used for transmitting torque and forces within gearboxes are typically made of hardened steel. For many

NORD DRIVESYSTEMS will be attending this year’s ProMat Exhibition to showcase its reliable supply chain solutions. Their modular product design

VRCs help maximize existing space, while also costing less than dealership expansion It’s no surprise that constructing a new dealership

Jon Doughty has been appointed Regional Sales Manager covering the Northeast portions of the United States for Dorner. Doughty will

Bryan Gauger will become president of Cisco-Eagle on January 1, 2023, according to CEO and Chairman Darein Gandall. Gauger was
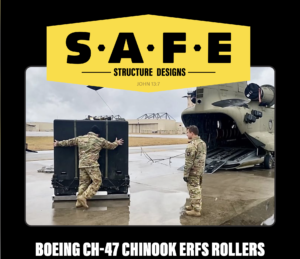
S.A.F.E. Structure Designs was awarded a $1.1 Million dollar contract to supply its patented CH-47 ERFS Tank rollers and shoring

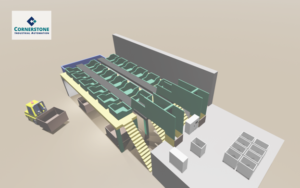
KPI Integrated Solutions, a supply chain consulting, software, systems integration, and automation supplier announces the opening of a full-scale demonstration

• Greenfield project to be equipped with Siemens baggage handling system • High-performing VarioTray technology and BagIQ software for excellent

Say hello to ChIP, Custom Industrial Product’s newest addition to its family! ChIP acts as the brand ambassador for Custom

Caljan AutoLoader moves loose cargo into trailers at high speed — without any human involvement. Building on more than 50

Siemens Industry, Inc. has announced that it is expanding its popular 1FK7 servomotor family, with the introduction of a new

The British firm with the world’s most sophisticated scaffolding system has won more than £6m in orders from e-commerce giant

For applications that need a little extra boost in load capacity, the new 2700 Medium Duty Conveyor from Dorner has

Westfalia Technologies, Inc., a provider of logistics solutions for manufacturers and distributors, announces its automation technology will be installed in
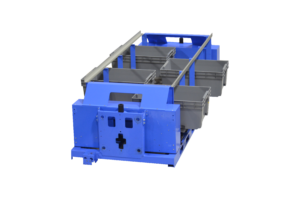
With the increasing emphasis on sustainability and recycling, Richard S. Burns & Company Inc. invented a patented system to help

Qimarox introduces a vertical conveyor for AMRs Qimarox, a manufacturer of components for material handling systems, introduces a vertical conveyor

Signal tower lights play a critical role in protecting the safety of people and equipment in manufacturing and process control

Brenton is launching a new continuous motion side-load case packer aimed at CPQ customers looking to pack between 30 and